





About B Reactor
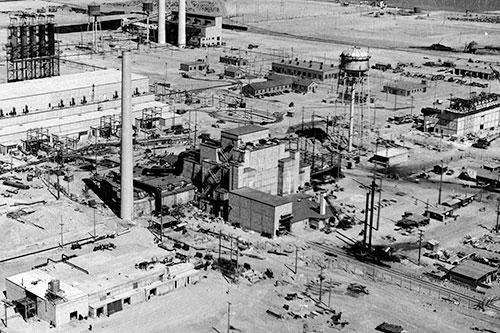
B-Reactor, the world’s first industrial-scale nuclear reactor, was built during World War II as part of the top-secret Manhattan Project to develop the atomic bomb. One of three plutonium production reactors built in total secrecy at Hanford during World War II, B Reactor produced plutonium for the Trinity test at Alamagordo, New Mexico, on July 16, 1945, and for the atomic bomb exploded on Nagasaki on August 9, 1945.
B Reactor is included in the Manhattan Project National Historical Park, consisting of historic facilities at Hanford, Los Alamos and Oak Ridge, which was authorized by Congress in December 2014. A Memorandum of Agreement between the National Park Service and the Department of Energy was signed on November 10, 2015, formally establishing the Manhattan Project National Historical Park.
B Reactor tours
For information and registration for free B Reactor and pre-Manhattan Project tours provided by the Department of Energy for the Manhattan Project National Historical Park, see B Reactor Tours.
The National Park Service, with support from BRMA, has recently completed a Virtual Tour Video for B Reactor and T Plant and they can be viewed at the following link: https://www.nps.gov/mapr/learn/photosmultimedia/virtualtours.htm